Často kladené dotazy
Je 3D tiskárna Xb1 bezpečná?
3D tiskárny mohou mít stejné problémy jako jiné domácí spotřebiče. Vezměte si například takovou žehličku. Ta má v podstatě jen termostat a topné těleso. To nahřeje žehličku na teplotu, kterou termostatem nastavíte. Porucha může způsobit, že topné těleso bude pořád topit až žehlička shoří. Proto pokud je zapnutá, máte ji stále pod kontrolou. Jistě od ní neodcházíte třeba do práce. Podobné je to s naší 3D tiskárnou Xb1. Ta je ale chytřejší.
3D tiskárna pozná, když není správně měřena teplota. Pozná také poruchu na vyhřívání extrudéru nebo heat bed. V těchto případech se sama zastaví a vše vypne. Čeká pak na reakci obsluhy.
Dalším bezpečnostním prvkem je hardwarová funkce WatchDog, která je součástí samotné řídící jednotky. Tato funkce periodicky ověřuje, zda řídící program 3D tiskárny "nezamrzl". Pokud se tak stane mohlo by to být například při zapnutém vyhřívání hotendu a ten by tak nepřetržitě topil. To může způsobit požár. Proto tato funkce 3D tiskárnu sama resetuje do základního stavu se vším vypnutým.
Základem bezpečnosti jsou ale i vhodná hardwarová řešení. Námi používaný certifikovaný napájecí zdroj má na straně vstupu tavnou pojistku, je zkratu vzdorný, má teplotní pojistku a pojistku proti přetížení. Silová kabelová vedení se silikonovou a teflonovou izolací jsou řádně proudově naddimenzovaná a je zabezpečeno, aby nedošlo k jejich nadměrnému namáhání. Řídící elektronice je odlehčeno POWER modulem, který zajišťuje vyhřívání heat bed a tak nedochází k jejímu přehřívání.
I přes největší péči, kterou bezpečnostním prvkům věnujeme se může 3D tiskárna Xb1 od Xb printers dostat do stavu, který by mohl potenciálně způsobit požár. Proto můžeme jen doporučit léta používaný přístup 3D tiskařů - 3D tiskárnu pravidelně kontrolovat, používat kouřový snímač s poplachem a mít po ruce sněhový hasící přístroj (CO2). Také je nutné dodržovat Bezpečnostní pokyny uvedené v Návodu k obsluze.
3D tiskárna pozná, když není správně měřena teplota. Pozná také poruchu na vyhřívání extrudéru nebo heat bed. V těchto případech se sama zastaví a vše vypne. Čeká pak na reakci obsluhy.
Dalším bezpečnostním prvkem je hardwarová funkce WatchDog, která je součástí samotné řídící jednotky. Tato funkce periodicky ověřuje, zda řídící program 3D tiskárny "nezamrzl". Pokud se tak stane mohlo by to být například při zapnutém vyhřívání hotendu a ten by tak nepřetržitě topil. To může způsobit požár. Proto tato funkce 3D tiskárnu sama resetuje do základního stavu se vším vypnutým.
Základem bezpečnosti jsou ale i vhodná hardwarová řešení. Námi používaný certifikovaný napájecí zdroj má na straně vstupu tavnou pojistku, je zkratu vzdorný, má teplotní pojistku a pojistku proti přetížení. Silová kabelová vedení se silikonovou a teflonovou izolací jsou řádně proudově naddimenzovaná a je zabezpečeno, aby nedošlo k jejich nadměrnému namáhání. Řídící elektronice je odlehčeno POWER modulem, který zajišťuje vyhřívání heat bed a tak nedochází k jejímu přehřívání.
I přes největší péči, kterou bezpečnostním prvkům věnujeme se může 3D tiskárna Xb1 od Xb printers dostat do stavu, který by mohl potenciálně způsobit požár. Proto můžeme jen doporučit léta používaný přístup 3D tiskařů - 3D tiskárnu pravidelně kontrolovat, používat kouřový snímač s poplachem a mít po ruce sněhový hasící přístroj (CO2). Také je nutné dodržovat Bezpečnostní pokyny uvedené v Návodu k obsluze.
Vícebarevný tisk – jak upravit G-code
I když má 3D tiskárna od Xb printers jen jednu tiskovou hlavu, přes to můžete tisknout více barvami. Slouží k tomu funkce "Výměna filamentu". Tu lze aktivovat ručně pomocí LCD panelu nebo použít kód M600, který se snadno vloží do jakéhokoliv vygenerovaného *.gcode souboru. Většina slicerů má tuto funkci nějak zapracovanou, ale mi si ukážeme jak to udělat velmi jednoduše ručně.

Tuto proceduru můžete opakovat podle toho, kolikrát budete chtít změnit barvu. Používejte vždy filament stejného typu (PLA+PLA), různé typy filamentů se špatně spojují.
- Nejprve si ve svém sliceru připravte model (zde Slic3r), zvolte profil, atd. Nakonec vygenerujte gcode.
- Potom si ve sliceru vyberte vrstvu, ve které by se měla změnit barva, tedy kde se má tiskárna zastavit na výměnu filamentu.
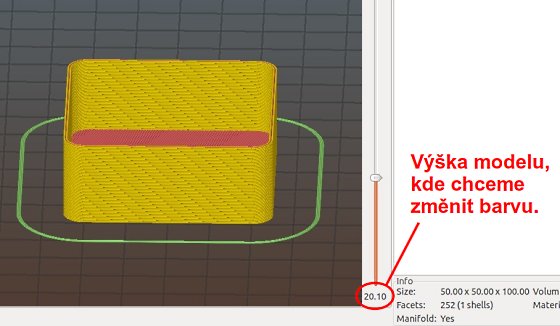
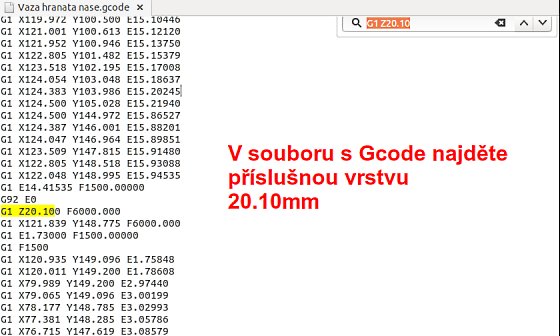
- Otevřete si vygenerovaný *.gcode soubor v jakémkoliv textovém editoru a vyhledejte si příkaz pro vybranou vrstvu.
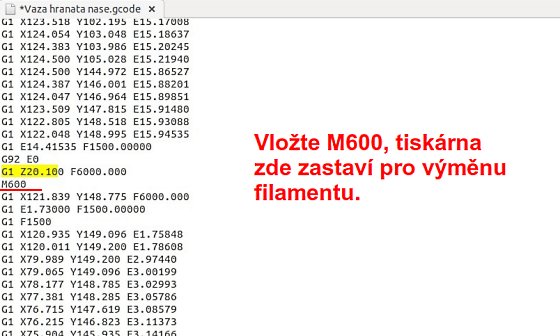
- Nyní vložte kód M600 pod tento příkaz. Kód M600 řekne tiskárně, aby se zastavila a připravila na výměnu filamentu právě ve Vámi vybrané vrstvě.
- Následně dejte tisknout upravený gcode. Tiskárna pokaždé když narazí na kód M600 přeruší tisk, zapípá a bude čekat na výměnu filamentu. Ale nebojte se. Není třeba vyhlížet kdy to bude. Pokud totiž zrovna u tiskárny nebudete, tak se po pár minutách vypne vyhřívání hotendu a tiskárna bude prostě čekat se zamčenými motory a nahřátou tiskovou podložkou až si jí všimnete :-)
Tuto proceduru můžete opakovat podle toho, kolikrát budete chtít změnit barvu. Používejte vždy filament stejného typu (PLA+PLA), různé typy filamentů se špatně spojují.
První vrstva – jak na to a nejčastější chyby
Při tisku na 3d tiskárně Xb1 od Xb printers je nejdůležitější správně vytisknout první vrstvu. Pokud bude první vrstva moc vysoká, výtisk se při tisku utrhne. Pokud bude nízká, bude rozpatlaná a navíc si můžete poškodit tiskovou podložku. Důležitá je i rychlost tisku.
Většinu práce za Vás udělá sonda 3D touch. Pokud jste provedli vyrovnání tiskové podložky pomocí LCD modulu, 3D tiskárna vyřeší nerovnosti tiskové podložky. Na Vás zůstává si přesně seřídit výšku první vrstvy pomocí funkce "Babystepping" na LCD modulu. Aktivujete ji dvojitým stiskem knoflíku enkodéru s pauzou 1s.

Výšku první vrstvy je dobré seřídit na začátku každého tisku. Použijte k tomu skirt, který tiskárna na začátku tiskne aby se vyčistila a správně natlakovala tryska. Chce to trochu cviku, ale vyplatí se to. Tisk může trvat i mnoho hodin a tak doporučujeme si celou první vrstvu pohlídat. Lépe obětovat pár minut na začátku než nechat pokazit celý výtisk.
Nejčastější problémy při tisku první vrstvy:
Výšku první vrstvy je dobré seřídit na začátku každého tisku. Použijte k tomu skirt, který tiskárna na začátku tiskne aby se vyčistila a správně natlakovala tryska. Chce to trochu cviku, ale vyplatí se to. Tisk může trvat i mnoho hodin a tak doporučujeme si celou první vrstvu pohlídat. Lépe obětovat pár minut na začátku než nechat pokazit celý výtisk.
Nejčastější problémy při tisku první vrstvy:
- Základem je čistá tisková podložka - připravte tiskovou podložku pro tisk podle návodu, který najdete v této sekci.
- První vrstva nedrží na tiskové podložce nebo je rozmazaná - příliš vysoká nebo nízká první vrstva, postupně snižujte nebo zvyšujte Z offset pomocí funkce babystepping.
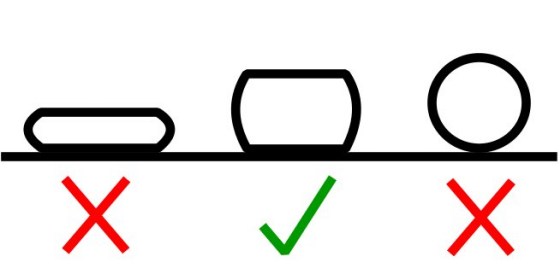
První vrstva by měla být jednolitá, neměli byste vidět ani prázdné mezery mezi jednotlivými pruhy ani by tryska neměla v tisku rýpat. Obecně můžeme doporučit u materiálu který na podložce hůře drží jako například ABS nebo ASA první prstvu více přitlačit a u materiálu který drží dobře jako PLA nebo PET-G nepřitlačovat příliš.

Pro nácvik můžete použít kalibrační obrazec, který najdete na přiložené SD kartě. Z offset seřizujte tak dlouho, až bude mezi pruhy mezera jako na obrázku. - První vrstva byla v pořádku, ale tisk se v rozích odlupuje - toto se stává zejména u materiálů, které se při chladnutí smršťují (ABS, ASA,apod.). Pro tisk z těchto materiálů použijte funkci BRIM - jakýsi límec okolo tištěného modelu ve sliceru. V přednastavených profilech je tato funkce zapnuta. Z těchto materiálů se těžko tisknou větší předměty a proto doporučujeme spíše zvolit jiný materiál, třeba PET-G. I ten se však mírně smršťuje a tak doporučujeme použít BRYM u velkých předmětů.

- První vrstva má správnou výšku, přesto špatně drží - 3D tiskárna Xb1 má vyhřívanou tiskovou podložku, protože některé materiály vyžadují určitou teplotu k tomu, aby se první vrstva správně přichytila. Zejména ABS, ASA a podobné potřebují teploty 80-90 °C. Zkontrolujte proto, zda máte ve sliceru teplotu pro daný materiál správně nastavenou. Také zkontrolujte, zda nemáte u první vrstvy zapnutý ventilátor chlazení tisku.
- Ve výplni první vrstvy se dělají nevzhledné vlny - nízká hodnota Z offsetu, většinou stačí zvednout jen o několik setin a vlny zmizí. Toto se děje hlavně při vyplňování velkých ploch.
- Výplň první vrstvy se nadzvedává - krabatí, je vidět mezery a vlny - obvykle je problém v příliš vysoké rychlosti tisku, tedy pokud je tisková podložka čistá. Obecně by měla být první vrstva tištěna méně než poloviční rychlostí jako vrstvy ostatní. Citlivé na rychlost je zejména PLA při vyplňování větších ploch. Snižte rychlost tisku první vrstvy na 30% a zvyšte teplotu - stačí o 5°C.
Posunuté vrstvy – proč se to děje a jak na to
3D tiskárna Xb1 stejně jako jiné 3D tiskárny v této kategorii funguje tak, že řídící jednotka vysílá signál k jednotlivým krokovým motorům kterým směrem a o kolik se mají otočit. Řídící jednotka však nemá zpětnou vazbu zda se tak stalo. Proto nelze zcela vyloučit, že motor dané osy ztratí několik kroků a neposune osou tak, jak mu řídící jednotka velí. Tak dojde k posunutí vrstvy (layer shift).
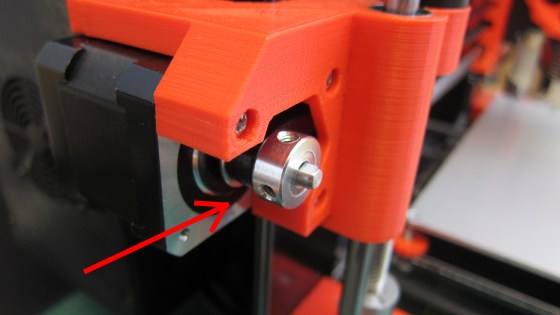
Pokud se Vám přihodí posunutí vrstvy, nejprve je důležité zjistit ve kterém směru se tak stává. Zda v ose X nebo ose Y. Na obrázku to je v ose X. Pak můžete pracovat na odstranění jen v dané ose.

Posun vrstvy se obvykle stane z následujících důvodů:
Pokud se Vám přihodí posunutí vrstvy, nejprve je důležité zjistit ve kterém směru se tak stává. Zda v ose X nebo ose Y. Na obrázku to je v ose X. Pak můžete pracovat na odstranění jen v dané ose.
Posun vrstvy se obvykle stane z následujících důvodů:
- Málo nebo příliš napnuté řemeny případně jejich opotřebení - zkontrolujte řemen, zda není opotřebovaný. Obvykle bývá v jednom místě popraskané ocelové jádro a řemen je jakoby gumový. Takový řemen vyměňte, návod najdete v této sekci. Pokud je řemen v pořádku, zkontrolujte jeho napnutí. Obvykle ho stačí jen lehce přitáhnout.
- Povolená kladka na motoru, zadřená napínací kladka nebo nečistoty okolo kladek - zkontrolujte a případně vyčistěte kladky od zbytků plastu a jiných nečistot. Následně ověřte, zda není zadřená napínací kladka tak, že povolíte řemen a kladkou otočíte. Musí jít volně protočit. Pak zkontrolujte jestli není povolená kladka na motoru, dotáhněte oba červíky.
- Osa se zadrhává, nejsou mazány pojezdové tyče nebo je vadné ložisko - nejprve namažte pojezdové tyče podle návodu, který najdete v této sekci. Pak zkontrolujte, zda se extrudér případně tisková podložka pohybuje zcela volně a nezadrhává. Vadné ložisko poznáte už při tisku tak, že tiskárna začne při přejezdech znatelně chroupat a časem začne osa zadrhávat. Ložiska na konkrétní pojezdovou tyč vybíráme na míru a tak výměnu raději svěřte nám.
- Tryska extrudéru se zasekává o tištěný model - stává se to zejména když tisknete převisy, které mají tendence ohýbat se nahoru. Pomůže zapnou ve sliceru funkci Z lift - Z hop, (stačí 1mm). Pak se extrudér při přejezdu nejdřív zvedne, přejede a zase se spustí. Tak přestane o tištěný model zadrhávat, ale počítejte s o něco delší dobou tisku.
- Nefunguje ventilátor chlazení boxu s elektronikou a ta se přehřívá - zkontrolujte zda po zapnutí tiskárky běží ventilátor, pokut ne kontaktujte náš servis.
- Chyby v nastavení sliceru - zkontrolujte si nastavení ve sliceru zejména rychlosti tisku a přejezdu. Použijte některý s přednastavených profilů.
- Vadný G-code - slicer z nějakého důvodu špatně vygeneroval G-code pro 3d tiskárnu Xb1. Restartujte svůj počítač a G-code vygenerujte znovu.
- Příliš rychlý pohyb osy - motor nestíhá provést instrukce zaslané řídící jednotkou. Toto je nejčastější problém. Nutíte tiskárnu tisknout rychleji, než zvládne. Nejprve snižte celkovou rychlost tisku pomocí LCD modulu otočením knoflíku enkodéru doleva. Rychlost tisku snižte cca o 20%. Pokud to nepomohlo, snižte pomocí LCD modulu hodnoty JERK alespoň o 5.

Pokud ani to nepomůže, snižujte postupně taktéž pomocí LCD modulu akceleraci obou os X a Y o 100, maximálně však na 500. Snížení akcelerace však mírně prodlužuje tisk.

Příprava a údržba tiskové podložky
3D tiskárna Xb1 od Xb printers je vybavena tiskovou podložkou z kaleného skla 3mm s nalepenou PEI folií. Tu je před tiskem nezbytné správně připravit a udržovat čistou. Tiskovou podložku čistěte zásadně za studena!
Jak a čím čistit tiskovou podložku

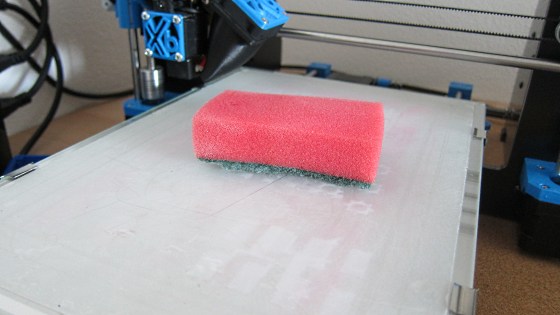
Časem se stává, že výtisky na tiskové podložce přestávají držet. Pak tiskovou podložku přebruste obyčejnou houbičkou na nádobí - drsnou stranou namočenou v Isopropilu. Pak ji ještě přečistěte Isopropilem za použití hadříku nebo třeba i kousku toaletního papíru.
I při nejlepší údržbě se tisková podložka časem poškrábe a opotřebuje. PEI folie má dostatečnou tloušťku k tomu, abyste ji mohli přebrousit brusným papírem 180-240 pod vodou. Při troše trpělivosti bude tisková podložka znovu použitelná. Po obroušení ji ještě můžete vyhladit brusným papírem 400. Po namontování na 3D tiskárnu Xb1 od Xb printers je nutné tiskovou podložku pořádně přečistit Isopropilem. Tiskovou podložku můžete takto přebrousit opakovaně. Po zpětné montáži na 3D tiskárnu Xb1 nezapomeňte provést vyrovnání tiskové podložky.

Pokud si do tiskové podložky uděláte tryskou důlek, lze ji dočasně opravit gelovým vteřinovým lepidlem. Lepidlo kápněte do důlku, počkejte až ztvrdne. Toto opakujte tak dlouho, dokud zaschlá kapka lepidla nevyčnívá nad povrch. Pak podložku přebruste do roviny.
Jednou tisková podložka doslouží a budete ji muset vyměnit. Pak můžete jen vyměnit PEI folii. Praxe ale ukázala, že tato operace je velmi pracná, časově náročná a ušetřené sklo je cenově zanedbatelná podložka. Proto doporučujeme pořídit nové sklo a rovnou nalepit novou PEI podložku.
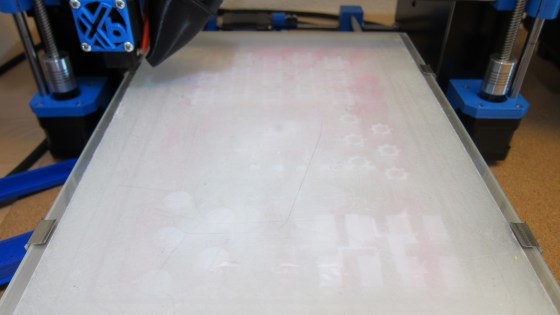
Tady vidíte několikrát broušenou tiskovou podložku připravenou k tisku (už minimálně 10X).
Jak a čím čistit tiskovou podložku
- Před tiskem odstraňte zbytky plastu a podložku očistěte 90% Isopropylalkoholem, který běžně koupíte v drogerii nebo v lékárně. Toto postačí pro běžný tisk.
- ABS - dobrý tiskový materiál, nicméně jeho nevýhodou je smršťování při chladnutí, tedy kroucení a odlupování. Podložku opravdu dobře očistěte Isopropylem. Netiskněte větší objekty, nepovede se Vám to. Použijte raději jiný materiál, třeba PET-G.
- PLA - stačí lehce přetřít Isopropylem. Tento materiál drží někdy až příliš, tedy není nutné čistit po každém tisku.
- PET-G - drží velmi dobře, až moc. Osvědčilo se nám podložku čistit nějakým čističem na okna. Obsahuje totiž leštidlo a to snižuje adhezi.
- FLEX - některé typy se nepřichytí vůbec, jiné drží tak že nejdou odtrhnout. Tady si pomůžeme potřením tiskové podložky tyčinkovým lepidlem.
Časem se stává, že výtisky na tiskové podložce přestávají držet. Pak tiskovou podložku přebruste obyčejnou houbičkou na nádobí - drsnou stranou namočenou v Isopropilu. Pak ji ještě přečistěte Isopropilem za použití hadříku nebo třeba i kousku toaletního papíru.
I při nejlepší údržbě se tisková podložka časem poškrábe a opotřebuje. PEI folie má dostatečnou tloušťku k tomu, abyste ji mohli přebrousit brusným papírem 180-240 pod vodou. Při troše trpělivosti bude tisková podložka znovu použitelná. Po obroušení ji ještě můžete vyhladit brusným papírem 400. Po namontování na 3D tiskárnu Xb1 od Xb printers je nutné tiskovou podložku pořádně přečistit Isopropilem. Tiskovou podložku můžete takto přebrousit opakovaně. Po zpětné montáži na 3D tiskárnu Xb1 nezapomeňte provést vyrovnání tiskové podložky.
Pokud si do tiskové podložky uděláte tryskou důlek, lze ji dočasně opravit gelovým vteřinovým lepidlem. Lepidlo kápněte do důlku, počkejte až ztvrdne. Toto opakujte tak dlouho, dokud zaschlá kapka lepidla nevyčnívá nad povrch. Pak podložku přebruste do roviny.
Jednou tisková podložka doslouží a budete ji muset vyměnit. Pak můžete jen vyměnit PEI folii. Praxe ale ukázala, že tato operace je velmi pracná, časově náročná a ušetřené sklo je cenově zanedbatelná podložka. Proto doporučujeme pořídit nové sklo a rovnou nalepit novou PEI podložku.
Tady vidíte několikrát broušenou tiskovou podložku připravenou k tisku (už minimálně 10X).
Jak vyměnit vadnou trysku a PTFE trubičku
Když začne 3D tiskárna Xb1 při tisku vynechávat, filament vytéká nerovnoměrně nebo v nejhorším případě nevytéká vůbec, je často lepší než se pokoušet trysku vyčistit ji rovnou vyměnit. Ze zkušeností víme, že je lepší rovnou vyměnit i PTFE trubičku v heatbreaku. Postup výměny na 3D tiskárně Xb1 od Xb printers je následující:
- Nejprve si vyjeďte pomocí LCD modulu s extruderem dostatečně vysoko, abyste mohli pohodlně manipulovat s hotendem.
- Demontujte oba ventilátory, které uložíte za pojezdovou tyč na pravé straně 3D tiskárny Xb1, kablíky jsou dost dlouhé.
- Demontujte příchytku hotendu a ten opatrně vysuňte směrem doprava. POZOR!! v extrudéru nesmí být zaveden filament, jinak nepůjde vysunout.
- Demontujte chladič hotendu, heatblock si podržte klíčem M16. Neohněte si heatbreak!
- Teď dejte pomocí LCD modulu ohřát hotend a počkejte na jeho nahřátí.
- Uchopte hotend kleštěmi - JE HORKÝ!!! Nasaďte na trysku klíč M7, na heatblock klíč M16 a trysku povolte.
- Nyní musíte hotend dát zchladit a počkat, až opravdu vychladne, jinak hrozí vážné popálení!
- Po vychladnutí můžete demontovat starou trysku i heatbreak.
- Z heatbreaku je potřeba vytáhnout starou trubičku PTFE. Ta je většinou zatavená plastem, takže lze úspěšně použít vrtačku s vrtákem M3. Trubičku prostě odvrtejte a heatbreak následně ještě dočistěte.
- Do čistého heatbreaku vložte novou PTFE trubičku a co nejpřesněji zakraťte. Trubička nesmí přečnívat ani být utopená.
- Teď můžete namontovat novou trysku tak hluboko, abyste viděli mezeru v závitové části cca 1mm. Trysku prostě nesmíte namontovat až na doraz, musí tam být mezera alespoň 1mm.
- Následně namontujte heatbreak, ten co nejvíc dotáhněte rukou.
- Nyní nasaďte na trysku klíč M7 a na heatblock klíč M16. Trysku je třeba dostatečně dotáhnout. Ale ne příliš, abyste ji neutrhli. Tuto operaci je lepší dělat s nahřátým hotendem z důvodů roztažnosti kovů, ale není to nezbytné když utažení nepřeženete.
- Namontujte chladič hotendu a dotáhněte co nejvíc rukou.
- Pak hotend vložte zpět do extrudéru 3D tiskárny Xb1, namontujte příchytku. Dotahujte opatrně, plast může prasknout.
- Namontujte zpět oba ventilátory. Ventilátor chlazení tisku namontujte tak, aby se nedotýkal kabelů vyhřívání hotendu. Stačí opravdu malá mezera. Také musí být cca o 3mm výš než je nová tryska.
- Protože jste montovali novou trysku, změnil se Vám nyní Z offset, tedy výška trysky nad tiskovou podložkou. Proto tuto hodnotu pomocí LCD modulu hodně zvyšte - klidně i na nulu, jinak hrozí poškození tiskové podložky 3D tiskárny Xb1.
- Při dalším tisku si musíte hodnotu Z offsetu najít znovu, bude určitě trochu jiná. Použijte k tomu funkci "babystepping" na LCD modulu.
- Kalibraci tiskové podložky není třeba provádět, s tou jste nic nedělali.
Výměna hnacího řemenu osy Y
Hnací řemeny mají svou omezenou životnost a časem je bude třeba vyměnit. Ale není se čeho bát, na 3D tiskárně Xb1 od Xb printers je to jednoduché. Zde najdete postup, jak vyměnit řemen na ose Y.
- Nejprve povolte napínací kladku na čelní straně 3D tiskárny pomocí klíče č.13. Pak povolte řemen pomocí černé matky na kladce.
- Položte 3D tiskárnu opatrně na bok tak, abyste měli dobrý přístup k držáku řemenu namontovaném na spodní straně vozíku tiskové podložky.
- Vyjměte a vytáhněte starý hnací řemen, podle něj si naměřte správnou délku nového řemenu.
- Namontujte nový řemen. Pamatujte, že nesmí být moc napnutý ale ani volný.
- Nyní můžete řemen dotáhnout černým šroubem na kladce. Řemen není nutno příliš napínat. Pokud by Vám skákaly kroky při tisku, často pomůže řemen ještě mírně napnout.
Výměna hnacího řemenu osy X
Na Xb1 montujeme kvalitní polyuretanové hnací řemeny s ocelovým jádrem. Avšak i tyto hnací řemeny mají svou omezenou životnost a časem je bude třeba vyměnit.
Pokud začnou řemeny vrzat nebo začnete dostávat různě pokřivený tisk, s výměnou neotálejte, není to složité. Zde si řekneme, jak vyměnit řemen na ose X na 3D tiskárně Xb1 od Xb printers.
- Nejprve povolte napínací kladku na pravé straně tiskárny a zkontrolujte ji, zda není někde prasklá. Pokud ano, napište si k nám o novou.
- Odšroubujte kryt tzv. X-Carriage a nezapomeňte zajistit extrudér jedním šroubem, aby nezůstal viset jen na kabelovém svazku. POZOR, po odmontování krytu drží přední část X-Carriage s extrudérem jen na ložiscích a proto při manipulaci vždy držte tělo extrudéru rukou, aby z ložisek nevyklouzlo.
- Vymontujte starý řemen a podle jeho délky si naměřte a zkraťte řemen nový, který namontujte zpět.
- Než budete montovat kryt zpět nezapomeňte vymontovat šroub, kterým jste zajistili extrudér.
- Nyní můžete vše smontovat a napnout řemen pomocí napínací kladky. Není třeba ho napínat příliš, stačí lehce. Pokud by Vám přeskakovaly kroky při tisku, často pak pomůže řemen ještě trošku přitáhnout.
Jak správně mazat 3D tiskárnu Xb1
Ano, 3D tiskárnu Xb1 od Xb printers je potřeba pravidelně mazat. Používejte nejlépe s 3D tiskárnou dodaný olej. Mazat doporučujeme alespoň každých 50 hodin provozu. Tak výrazně prodloužíte životnost ložisek.
Mažte jen pojezdové tyče os X, Y a Z. Závitové tyče T8 ani kluzná ložiska v horních držácích se nemažou.
Prosím nezapomeňte - kdo maže, ten tiskne...
Mažte jen pojezdové tyče os X, Y a Z. Závitové tyče T8 ani kluzná ložiska v horních držácích se nemažou.
Prosím nezapomeňte - kdo maže, ten tiskne...
Jak demontovat extrudér
Pokud je to potřeba, například v případě poruchy 3D tiskárny Xb1 můžete extrudér jednoduše demontovat a opravit nebo zaslat na servis. Už žádné vymotávání kabelů, odpojování konektorů od řídící desky a přemýšlení, co kde bylo připojeno u zpětné montáže.
V boxu na levém vnitřním boku 3D tiskárny jsou umístěny 2 konektory, které stačí rozpojit. Oba mají zámky, takže je nemůžete otočit. I přes to dejte pozor při zapojování černého 18-ti pinového konektoru, aby barvy drátků na samici byli oproti stejným barvám na samci.
V boxu na levém vnitřním boku 3D tiskárny jsou umístěny 2 konektory, které stačí rozpojit. Oba mají zámky, takže je nemůžete otočit. I přes to dejte pozor při zapojování černého 18-ti pinového konektoru, aby barvy drátků na samici byli oproti stejným barvám na samci.
Chyba „ZASTAVENO“ na LCD modulu po zapnutí 3D tiskárny
Pravděpodobně došlo k zalehnutí pinu v sondě 3D Touch. Pokud tato situace nastane, nejprve vypněte 3D tiskárnu a pin opatrně stáhněte prstem dolu. Pak 3D tiskárnu zapněte. Pokud to nepomohlo a sonda nezačne fungovat, postupujte podle následujícího postupu.
- Vyjeďte osou Z pomocí LCD modulu tak, abyste mohli vyšroubovat oba šrouby, které drží sondu. Ty vyjměte pinzetou ven.
- Teď budete potřebovat malý inbus. Sondu nakloňte horní částí na levou stranu ke korunkovému kolu. Prosím opatrně, kabely jsou dost krátké - ale jde to.
- V horní části je malý černý "červík", který zatočte dovnitř cca o 1/4 otáčky.
- Dejte sondu zpět rovně dolu a vypněte a zapněte tiskárnu. Pokud sonda 2x spustí pin a potom trvale svítí, můžete ji vrátit na místo a otestovat pomocí LCD menu " Ovladani - 3D touch - Test"
- Pokud to nepomohlo, postup ještě jednou opakujte
Jak seřídit 3D tiskárnu XB1 před prvním tiskem a kdykoliv to bude třeba
Po vybalení 3D tiskárny Xb1 od Xb printers je třeba ji připravit pro první tisk. To provedete následovně:
- Nejprve ručně seřiďte výšku osy Z tak, aby na obou stranách byla stejná vzdálenost od držáku krokového motoru, například na výšku 120 mm
- Nyní zvolte na LCD panelu funkci "Priprava tisku - Vyrovnani tiskove podlozky" a můžete si jít třeba uvařit kávu - funkce je zcela automatická ale trvá cca 15 minut. 3D tiskárna oznámí ukončení této operace pípnutím
- A teď už jen tisknete a tisknete, protože tuto operaci je třeba provést pouze jednou!!! Samozřejmě pokud 3D tiskárnu přenášíte nebo jste manipulovali s tiskovou podložkou, je dobré provést Vyrovnání znovu. Správné vyrovnání nejlépe ověřte vytištěním kontrolního obrazce, který najdete na SD kartě.
- Při zahájení každého tisku si nezapomeňte pomocí funkce "Babystepping" seřídit výšku první vrstvy. Nejprve se okolo objektu tiskne perimetr, obvykle 3-4 krát dokola kvůli očištění a natlakování trysky, který Vám dává možnost při troše zručnosti výšku vrstvy pohodlně doladit.
- Pokud si chcete novou hodnotu "offsetu" uložit do paměti, použijte LCD panel - funkci "Ovladani/ Ulozit nastaveni". Uložte si ale takovou hodnotu, aby tryska byla cca o 0.3-0.4mm výše. To Vám umožní si výšku první vrstvy pomocí funkce Babystepping pohodlně doladit při každém tisku.
Nejde zavést filament do hotendu, filament se o něco zaráží
Toto se může stát, zejména pokud se snažíte filament vysunout z nedostatečně nahřátého hotendu nebo tisknete s hodně měkkým filamentem. Náprava je snadná.
- Nejprve demontujte oba ventilátory
- Potom demontujte příchytku na těle extruderu, tzv. clamp, vysuňte tělo extruderu a odmontujte chladič
- Nyní musíte hotend ohřát pomocí LCD panelu, od této chvíle na něj nesahejte rukama - HROZÍ VÁŽNÉ POPÁLENÍ!!!
- Až se hotend nahřeje, uchopte ho opatrně kleštěmi za heatstop a zalomený kousek filamentu vyjměte
- Dejte hotend ochladit a počkejte, až teplota klesne pod 35° - HROZÍ VÁŽNÉ POPÁLENÍ!!!
- Teď můžete vše zase smontovat zpět a vyzkoušet.
- Pokud filament stále nelze zavést a nevytéká tryskou, budete muset buďto vyčistit trysku nebo ji vyměnit. Postup najdete v návodu k obsluze.
3D Touch, aneb kam zmizel seřizovací šroub pro nastavení výšky první vrstvy
.. odpovědět se dá jednoduše - v propadlišti dějin 3D tisku. Mnozí jsme na tento způsob nastavování výšky první vrstvy byli zvyklí a nedělalo nám to potíže, ale proč dnes? Pokrok jde kupředu a přes různá serva s mikrospínačem, optické, kapacitní a indukční senzory se svými výhodami i omezeními zejména v nutnosti použít pouze kovovou tiskovou podložku vývoj dospěl až k sondě, která není omezena ničím - 3D Touch. A právě tuto sondu používáme na našich 3D tiskárnách.
Sonda 3D Touch využívá ke snímání polohy Hallovu sondu + elektromagnet a tiskovou podložku si prostě postupně "osahá" v mnoha bodech, ze kterých si pak řídící jednotka vytvoří jakousi mapu. Tu pak 3D Tiskárna využívá při tisku první vrstvy k vyrovnávání nerovností tiskové podložky. Jedná se o tzv. Auto Bed Leveling, zkráceně ABL.
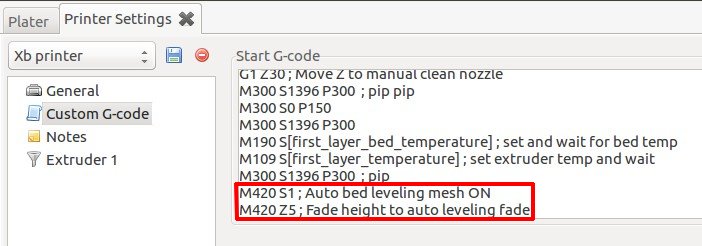
Pokud však někomu tato funkce z jakéhokoliv důvodu překáží, nemusí ji používat. Funkce se zapíná pomocí startovního G-code, který je součástí profilu ve Slic3r. Stačí smazat nebo odkomentovat dva řádky podle obrázku.

Sonda 3D Touch využívá ke snímání polohy Hallovu sondu + elektromagnet a tiskovou podložku si prostě postupně "osahá" v mnoha bodech, ze kterých si pak řídící jednotka vytvoří jakousi mapu. Tu pak 3D Tiskárna využívá při tisku první vrstvy k vyrovnávání nerovností tiskové podložky. Jedná se o tzv. Auto Bed Leveling, zkráceně ABL.
Pokud však někomu tato funkce z jakéhokoliv důvodu překáží, nemusí ji používat. Funkce se zapíná pomocí startovního G-code, který je součástí profilu ve Slic3r. Stačí smazat nebo odkomentovat dva řádky podle obrázku.
Nejčastější chyby před prvním tiskem
- První vrstva nechce držet na tiskové podložce - možná jste zapomněli stáhnout krycí folii z PEI podložky. Poznáte to tak, že máte na podložce piktogramy varující před popálením. Tyto se sloupnou spolu s krycí folií.
- Tiskárna není schopna najít domovskou pozici v ose Y nebo Z - pravděpodobně jste neodstranili zarážky z šedého plastu umístěné vzadu na pojezdových tyčích. Zkontrolujte také, zda jste odstranili zarážku na pravé straně osy X a také osy Z.
- Nově nastavené hodnoty Z offsetu při použití funkce Babystepping se neukládají - nové hodnoty je potřeba uložit ručně pomocí LCD panelu a to funkce Ovladani → Ulozit nastaveni. Vzhledem k tomu, že 3D tiskárna pracuje jak tepelně tak mechanicky, může se hodnota Z offsetu při každém tisku trochu měnit. Pokud si tedy uložíte první nastavenou hodnotu riskujete, že při dalším tisku bude tryska příliš nízko a poškodíte si tak tiskovou podložku. Proto doporučujeme uložit si takovou hodnotu, aby tryska byla cca o 0.3 - 0.4mm výše. To Vám umožní si výšku první vrstvy pomocí funkce Babystepping pohodlně doladit při každém tisku.
- Nedaří se spustit funkci Babystepping stisknutím ovládacího knoflíku - nedodržujete nastavený interval mezi oběma stisknutími. Tlačítko jste stiskli buďto moc rychle nebo moc pomalu za sebou, ale nezoufejte - chce to jen trochu cviku.
- První vytištěná vrstva nedrží nebo je nevyrovnaná - nebojte se, není křivá tisková podložka. Jen jste pravděpodobně zapomněli provést její automatické vyrovnání. To zvolíte v menu na LCD modulu Priprava tisku → Vyrovnat podlozku. Tato funkce zcela automatická a tak jen stačí počkat až Extruder postupně dojede do pravého horního rohu a tiskárna oznámí ukončení činnosti pípnutím. Tato funkce se provádí jen jednou, a doporučujeme ji provést v případě, pokud jste manipulovali s tiskovou podložkou nebo s celou 3D Tiskárnou